Nachricht

Um die wasserdichter Taschentuchspender aus Edelstahl 304, lassen Sie es uns aus zwei Blickwinkeln vorstellen: Installation und Wartung.Installation:Bohren und Kleben Kernpunkte und Techniken der Instandhaltung1. Rost- und KorrosionsschutzMaterialpflege:Edelstahl 304 ist sehr korrosionsbeständig, kann aber dennoch durch langfristige Einwirkung starker Säuren und Laugen (wie Bleichmittel und Toilettenreiniger) korrodieren. Bei versehentlicher Berührung sollte der Stahl sofort mit klarem Wasser abgespült und trocken gewischt werden.Umweltkontrolle:Küchenpapierboxen sollten von heißen Herdplatten ferngehalten werden, um eine langfristige Anhaftung von Öldämpfen zu vermeiden. Toilettenpapierspender müssen belüftet werden, um Feuchtigkeitserosion zu vermeiden. Wischen Sie die Oberfläche regelmäßig mit einem trockenen Tuch ab.2. Wartung von HardwarekomponentenScharniere/Schienen:Tragen Sie regelmäßig (alle 3–6 Monate) eine kleine Menge lebensmittelechtes Schmiermittel (oder spezielles Metallschmiermittel) auf die Scharniere und Schubladenschienen auf, um ein reibungsloses Öffnen und Schließen zu gewährleisten und Lärm und Verschleiß zu reduzieren.Prüfen Sie, ob die Schrauben locker sind und ziehen Sie diese rechtzeitig fest, um ein Durchhängen der Türverkleidung oder Schublade zu vermeiden.Griff/Schloss:Wischen Sie die Oberfläche des Griffs während der Reinigung mit einem trockenen Tuch ab, um die Verwendung ätzender Reinigungsmittel zu vermeiden und ein Ablösen der Beschichtung zu verhindern. Sollte das Schloss festsitzen, kann zur Schmierung eine kleine Menge Graphitpulver hineingetropft werden.3. OberflächenschutzmaßnahmenFolienschutz: Auf die Oberfläche (insbesondere in Bereichen mit hoher Kontaktfrequenz) kann eine transparente, kratzfeste Folie aufgebracht werden. Zum Schutz der Schale sollte die Folie regelmäßig ausgetauscht werden.Polierpflege: Alle sechs Monate ein spezielles Edelstahlpflegemittel auf die Oberfläche auftragen, mit einem weichen Tuch abwischen, bis sie glänzt, einen Schutzfilm bildet und die Widerstandsfähigkeit gegen Schmutz und Rost erhöht.3. Gezielte Wartung für verschiedene Szenarien1. Küchen-Taschentuchspender aus Edelstahl 304Schlüsselschutz: Verhindern Sie Ölflecken sowie Säure- und Laugenflecken (z. B. durch sofortiges Reinigen nach dem Verschütten von Sojasauce oder Essig).Reinigungshäufigkeit: Wischen Sie die Oberfläche täglich mit einem feuchten Tuch ab, reinigen Sie sie einmal pro Woche gründlich mit einem neutralen Reiniger und erhöhen Sie die Reinigungshäufigkeit in der Nähe des Herdes mit einer Kosmetiktuchbox.Interne Wartung: Halten Sie den Innenraum trocken.2. Taschentuchbox aus Edelstahl im BadezimmerSchlüssel zur Feuchtigkeitsvermeidung: Trocknen Sie nach jedem Gebrauch die Oberflächenfeuchtigkeit der Arbeitsplatte und der Box rechtzeitig ab, installieren Sie Abluftventilatoren, um die Belüftung aufrechtzuerhalten und Kalkablagerungen zu reduzieren.Dichtheitskontrolle: Kontrollieren Sie regelmäßig, ob die Dichtung an der Verbindung zwischen Schrank und Wand Risse aufweist und reparieren Sie die Dichtung umgehend, um das Eindringen von Wasserdampf zu verhindern.4. Tabus und MissverständnisseReinigungstools deaktivieren:❌ Grobe Werkzeuge wie Stahldrahtkugeln, harte Bürsten, Schleifpapier usw. können die Oberflächenschutzschicht beschädigen und das Rostrisiko erhöhen.❌ Chlorhaltige Reinigungsmittel (wie etwa Desinfektionsmittel 84) und starke Säure- und Alkali-Reinigungsmittel können die Oberfläche von Edelstahl leicht angreifen und Verfärbungen oder Rost verursachen.Vermeiden Sie anhaltende Feuchtigkeit:❌ Nach der Reinigung die Feuchtigkeit, insbesondere an Spalten und Schweißnähten, nicht abtrocknen, da Restfeuchtigkeit leicht zu Oxidation und Korrosion führen kann.Verwenden Sie keine falschen Pflegeprodukte:❌ Gewöhnliches Motoröl und Schmieröl können Verunreinigungen enthalten. Es wird empfohlen, spezielle Edelstahlpflegeprodukte zu verwenden, um Ölrückstände durch Staubabsorption zu vermeiden.5. Notfallmaßnahmen und langfristiger WartungsplanBehandlung bei plötzlich auftretenden Flecken: Wenn Flüssigkeiten wie Sojasauce oder Kaffee verschüttet werden, nehmen Sie die Flüssigkeit sofort mit einem feuchten Tuch auf und wischen Sie sie anschließend mit einem neutralen Reiniger ab, um ein Eindringen in Zwischenräume oder langfristige Rückstände zu vermeiden.Regelmäßiger Inspektionszyklus:Monatlich: Überprüfen Sie die Oberfläche des Spenders auf Kratzer, Rost und lose Teile.Vierteljährlich: Einmal gründlich reinigen, einschließlich Innentrennwänden und Schubladenbodenplatten, und Hardware-Schmiermittel auftragen.Jährlich ist eine umfassende Kontrolle (z. B. Abdichtung an Schweißstellen, Blechdickenverlust etc.) durch Fachpersonal erforderlich und eventuelle Mängel müssen umgehend behoben werden.Durch die Reinigungs- und Wartungsmaßnahmen des oben genannten Systems können die optische Glätte und die strukturelle Stabilität der Taschentuchbox aus Edelstahl wirksam erhalten werden, wodurch ihre Lebensdauer verlängert und spätere Wartungskosten gesenkt werden.
MEHR LESEN
Mit der ständigen Nachfrage nach Ästhetik und Haltbarkeit wird Edelstahl 304 zunehmend in Industrielle Schaltschränke. Edelstahl 304 hat seine einzigartigen und wichtigen Vorteile. Werfen wir gemeinsam einen Blick darauf.1. Schönes AussehenEdelstahl besteht hauptsächlich aus Chrom- und Nickelelementen, daher ist das Erscheinungsbild des Produkts meist silbern glänzend und weist eine glatte, glänzende Oberfläche auf. Kohlenstoffstahl besteht hauptsächlich aus Kohlenstoff- und Eisenelementen, daher ist das Erscheinungsbild des Produkts meist schwarz. Seine Oberfläche ist relativ matt und kann nicht mit der glatten, glänzenden Oberfläche von Edelstahl verglichen werden.2. Starke KorrosionsbeständigkeitDie Korrosionsbeständigkeit von Edelstahl ist besser als die von Kohlenstoffstahl, da Edelstahl einen höheren Chromanteil enthält. Chrom reagiert mit Sauerstoff und bildet eine Chromoxidschicht auf der Oberfläche von Edelstahl, die Korrosion verhindert. Da sich auf der Oberfläche von Kohlenstoffstahl jedoch keine Chromoxidschicht bilden kann, ist seine Korrosionsbeständigkeit relativ gering.3. Geringer MagnetismusEdelstahl ist oft nicht magnetisch oder schwach magnetisch, da er typischerweise Nickel enthält, das die magnetischen Eigenschaften des Produkts unterdrückt oder aufhebt.4. Hohe Skalierbarkeit Die Duktilität von Edelstahl ist besser als die von Kohlenstoffstahl, da Edelstahl einen hohen Nickelanteil aufweist, der eine gute Duktilität aufweist. Daher ist auch die Duktilität von Edelstahl gut. Kohlenstoffstahl enthält sehr wenig Nickel, was vernachlässigt werden kann, sodass seine Duktilität relativ gering ist. SS304 Industrieschaltschränke haben eine lange Lebensdauer und eine gute Haltbarkeit. Darüber hinaus verfügt SS304 auch über eine hohe elektrische Leitfähigkeit und einen niedrigen Wärmeausdehnungskoeffizienten, sodass SS304-Industrieschaltschränke gute elektrische und mechanische Eigenschaften aufweisen.
MEHR LESEN
Der Internationale Tag der Arbeit 2025 steht vor der Tür. An diesem besonderen Tag wünschen wir allen Arbeitnehmern, ob körperlich oder geistig, entspannte, angenehme und freudige Feiertage. Wir wünschen allen fleißigen und engagierten Kollegen der Zhangzhou Taichengda Metal Products Co., Ltd. die Möglichkeit, sich zu entspannen, Emotionen freizusetzen und eine wundervolle Zeit an diesem 1. Mai zu genießen. Ich wünsche allen einen schönen 1. Mai, den Internationalen Tag der Arbeit! Maifeiertag: 1. Mai 2025 – 5. Mai 2025 Hab euch alle liebDemi WuZhangzhou Tai
MEHR LESEN
Analyse der Spiegeloberflächenbehandlungstechnologie für das Zeichnen von Edelstahloberflächen Oberfläche bürsten/satinieren Das Ziehen von Metalldrähten ist eine dekorative Methode, die im Leben sehr verbreitet ist. Es kann in gerade Linien, Fäden, Wellen, Chaos und Wirbel umgewandelt werden. Diese Art der Oberflächenbehandlung zeichnet sich durch ein gutes Handgefühl, feinen Glanz und eine starke Abriebfestigkeit aus. Es hat ein breites Anwendungsspektrum in elektronischen Geräten, Haushaltsgeräten und mechanischen Geräten.SpiegelbehandlungDie Spiegelbehandlung von Edelstahl dient lediglich dazu, die Oberfläche von Edelstahl zu polieren. Die Poliermethode wird in physikalisches Polieren und chemisches Polieren unterteilt. Die Oberfläche von Edelstahl kann auch teilweise poliert werden. Der Poliergrad ist in normales Polieren, gewöhnliches 6K, Feinschleifen 8K und Superfeinschleifen 10K unterteilt. Der Spiegel vermittelt ein Gefühl von hochwertiger Schlichtheit und einer stilvollen Zukunft.SprühenDas Spritzen von Edelstahl unterscheidet sich wesentlich von der oben genannten Farbbehandlung. Einige Farben können aufgrund unterschiedlicher Materialien die Oxidschicht der Edelstahloberfläche beschädigen. Allerdings können einige Sprays verwendet werden, um in einem einfachen Vorgang unterschiedliche Farben von Edelstahlprodukten zu erzielen, und verschiedene Sprays können verwendet werden, um die Haptik von Edelstahl zu verändern.
MEHR LESEN
Anwendung des Wolframlichtbogenschweißens beim Schweißen von Edelstahlblechen Schweißprinzip Das WIG-Schweißen ist eine Art offenes Lichtbogenschweißen. Der Lichtbogen ist stabil und die Wärme wird konzentriert. Unter Beibehaltung des Schutzgases (Argon) ist das Schweißbad rein und die Schweißqualität ist gut. Beim Schweißen von Edelstahl, insbesondere austenitischem Edelstahl, muss jedoch auch die Rückseite der Schweißnaht gewartet werden, da es sonst zu starker Oxidation kommt, die die Schweißnahtbildung und die Schweißleistung beeinträchtigt. Schweißeigenschaften Das Schweißen von Edelstahlblechen weist folgende Eigenschaften auf: (1) Das Edelstahlblech hat eine schlechte Wärmeleitfähigkeit und kann leicht direkt verbrannt werden. (2) Der Schweißdraht ist zum Schweißen nicht erforderlich und das Grundmaterial wird direkt verschmolzen. Daher hängt die Qualität des Schweißens von Edelstahlblechen eng vom Bediener, der Ausrüstung, den Materialien, den Konstruktionsmethoden, der äußeren Umgebung beim Schweißen und den Tests ab. Beim Schweißen von Edelstahlblechen sind keine Schweißzusätze erforderlich, die folgenden Informationen müssen jedoch hoch sein: Erstens die Reinheit, Durchflussrate und Argondurchlaufzeit des Argongases und zweitens die Wolframelektrode. (1) Argongas Argon ist ein Edelgas und reagiert nicht leicht mit anderen Metallmaterialien und Gasen. Aufgrund der Kühlwirkung des Luftstroms ist die von der Schweißwärme betroffene Zone klein und die Verformung der Schweißkonstruktion gering. Dies ist das idealste Wartungsgas für das Wolfram-Argon-Lichtbogenschweißen. Die Reinheit von Argon muss größer als 99,99 % sein. Argon ist vor allem zum Stoppen des Schmelzbades wirksam. Während des Schweißvorgangs wird verhindert, dass die Luft das Schmelzbad korrodiert und eine Oxidation verursacht. Gleichzeitig wird eine wirksame Luftisolierung im Schweißbereich gestoppt, der Schweißbereich bleibt erhalten und die Schweißleistung wird verbessert. (2) Wolfram Die Oberfläche der Wolframelektrode sollte geschmiert sein, das Ende muss geschärft sein und die Konzentrizität ist gut. Auf diese Weise ist die Zündung des Hochfrequenzlichtbogens gut, die Lichtbogenstabilität ist gut, das Schmelzen ist tief, das Schmelzbad kann stabil gehalten werden, die Schweißraupe wird gut geformt und die Schweißqualität ist gut. Wenn die Oberfläche der Wolframelektrode ausgebrannt ist oder Defekte wie Verunreinigungen, Risse, Lunker usw. vorhanden sind, ist die Zündung des Hochfrequenzlichtbogens während des Schweißens schwierig, der Lichtbogen ist instabil, der Lichtbogen driftet, das geschmolzene Material Der Pool wird verteilt, das Erscheinungsbild wird erweitert, die Durchdringung ist flach und die Schweißnaht ist verschweißt. Schlechte Formgebung und schlechte Schweißqualität. Abschluss 1) Die Stabilität des Wolfram-Argon-Lichtbogenschweißens ist gut und die Form verschiedener Wolframpole hat einen großen Einfluss auf die Schweißqualität von Edelstahlblechen. 2) Das Wolframelektrodenschweißen mit flacher, sich verjüngender Spitze kann die doppelseitige Umformgeschwindigkeit des einseitigen Schweißens verbessern, die Wärmeeinflusszone des Schweißens verringern, die Schweißraupe schön machen und umfassendere mechanische Eigenschaften aufweisen. 3) Schweißfehler können durch die richtige Schweißmethode wirksam verhindert werden.
MEHR LESEN
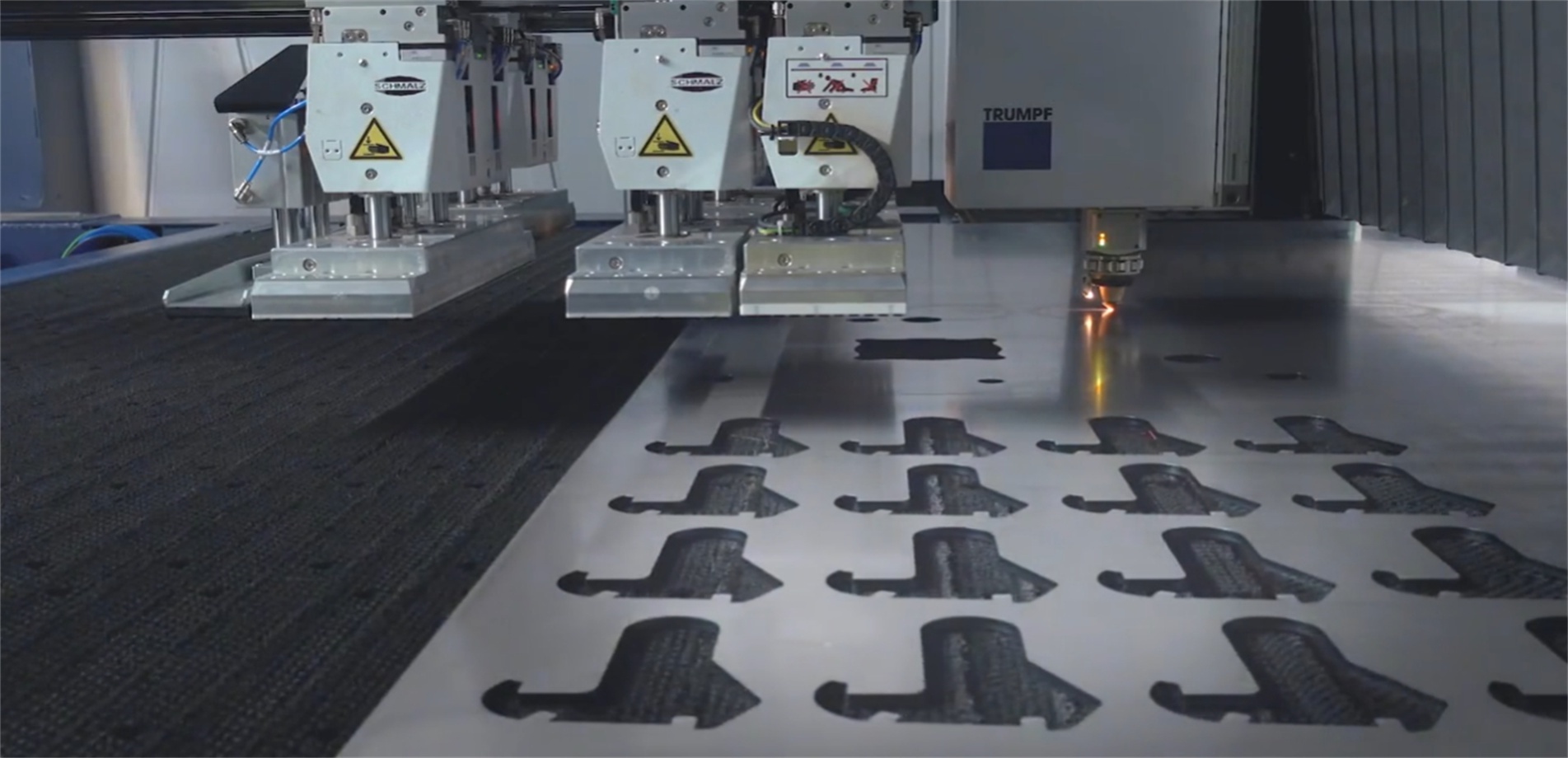
So reduzieren Sie das Auftreten von Graten bei der Laserschneidproduktion Überprüfen Sie zunächst, ob ein Problem mit der Laserleistung vorliegt. Ist die gepunktete Stelle sehr rund (der Kreis zeigt an, dass die seitliche Verteilung der Laserenergie gleichmäßig ist und die Schnittqualität gut ist)? Überprüfen Sie, ob die Linse im Laserübertragungsprozess verschmutzt ist oder ob die Linse verschmutzt ist und kleine Risse aufweist, die mit bloßem Auge nicht leicht sichtbar sind und die Übertragung des Lasers beeinträchtigen.Dies geschieht durch eine Anpassung der Prozessparameter. Wenn die beim Laserschneiden von Edelstahl entstehenden Grate eine gewisse Härte aufweisen, ist es sehr schwierig, Zeit zu verlieren und das Erscheinungsbild zu beeinträchtigen. Es ist am besten, das Problem von der Grundursache her zu lösen. Erstens ist die Reinheit des Hilfsgases hoch, und es ist sehr wichtig, die Reinheit eines Gaslieferanten durch eine bessere Qualität zu ersetzen. Dann werden die Anti-Schnitt-Parameter wie Brennweite, Schnittgeschwindigkeit, Leistung, Laufzeit usw. optimal angepasst. Bei der Unteranpassung (bitte lassen Sie den professionellen Techniker debuggen) können die von der Maschine bereitgestellten Parameter das empfindliche Werkstück nicht schneiden Daher kann der Grat erst nach vielen Versuchen minimiert werden
MEHR LESEN
Um das positive Arbeitsgefühl aller Mitarbeiter zu steigern, veranstaltete das Unternehmen speziell zum 1. Mai ein Tauziehen, führte teilweise Abteilungswettbewerbe durch und vergab den ersten, zweiten und dritten Preis entsprechend den tatsächlichen Ergebnissen.
MEHR LESEN
Um den Zusammenhalt des Unternehmens zu stärken und die festliche Atmosphäre zu bereichern, veranstaltet unser Unternehmen jedes Jahr während des Mittherbstfestes ein großes Abendessen für alle Mitarbeiter.
MEHR LESEN
Heben Sie den erheblichen Vorteil der Marktkapazität von Werkzeugmaschinen für die Metallbearbeitung hervorEinerseits ist die BIP-Wachstumsrate im Herbst, andererseits ist auch der VPI rückläufig, beeinflusst durch wirtschaftliche Schwankungen, im Jahr 2014 ist die Wachstumsrate der chinesischen Ausrüstungsindustrie rückläufig. Mit dem Bau der ASEAN-Freihandelszone Chinas „auf dem Weg“, um den Aufbau unseres Landes im Jahr 2015 zu beschleunigen und zu fördern, wird sich die Exportsituation der Ausrüstung verbessern. Analysten gehen davon aus, dass das rasante Wachstum der chinesischen Ausrüstungsindustrie im Jahr 2015 zur neuen Norm werden wird und die starke Dynamik der Entwicklung des High-End-Ausrüstungsbaus das weltweite fabrikbezogene Personal sein wird.Hebt die Vorteile von High-End-Geräten hervor, die Marktkapazität ist beträchtlichDas Blaubuch der Chinesischen Akademie der Sozialwissenschaften in Peking weist darauf hin, dass die chinesische Fertigungsindustrie gegen Ende in eine neue Phase eintritt, die Vorteile traditioneller arbeits- und ressourcenintensiver Produkte, geringer Qualifikation und technologieintensiver Produkte allmählich schwächer werden, hoch- Endkompetenz- und technologieintensiver Produktvorteil ist steigende Akkumulation.Beeinflusst durch das internationale und inländische Wirtschaftsumfeld ist es komplex und veränderlich. Obwohl die Wachstumsrate der Ausrüstungsindustrie in unserem Land zurückgegangen ist, wird der allgemeine Trend zum Besseren tendieren und es wird erwartet, dass sie insgesamt einen stabilen, leichten Aufwärtstrend aufweist. Eine neue Runde der technologischen Revolution ist im Gange, die Umgestaltung und Modernisierung des Gerätebaus wird das Tempo erheblich beschleunigen, intelligente Fertigungsanlagen, Schiffstechnikausrüstung, fortschrittliche Schienentransportausrüstung, neue Energiefahrzeuge und andere High-End-Geräteherstellung werden zu einem neuen Wachstumspunkt.Laut einer Umfrage unter Mitarbeitern des Marktberichts für die Herstellung von High-End-Geräten. Darüber hinaus erreichte die Industrie für die Herstellung intelligenter Geräte im Jahr 2015 einen Umsatz von 1 Yuan. Prognosen zufolge wird in den nächsten zehn Jahren der weltweite Markt für Schiffstechnikausrüstung eine jährliche Marktgröße von 60000000000 bis 50000000000 US-Dollar aufbauen, um die Zukunft von Chinas Schiffstechnikausrüstung zu erfüllen Der Inlandsmarktsatz wird auf 60 % steigen und der internationale Marktanteil auf 20 % steigen. Schienentransportausrüstung wird bis 2015 erwartet, die U-Bahn-Laufleistung wird 3904 km erreichen, die Gesamtinvestition beträgt mehr als 800000000000.Ganz nebenbei: „Internationale Visitenkarte von High-End-Equipment“Beeinflusst von der strategischen Planung „auf dem Weg“ sowie dem Hochgeschwindigkeitsbahnbauboom wird die Maschinenbau- und Eisenbahnausrüstungsindustrie eine neue Wachstumsrunde einläuten. Hochgeschwindigkeits-Schienenausrüstung ist der Vertreter der High-End-Ausrüstungsherstellung und die beste Wahl. In Schwellenländern gibt es eine große Nachfrage, die Zusammenlegung der Hochgeschwindigkeits-Schienenproduktion für Nord- und Südwagennummern, um eine globale Hochgeschwindigkeits-Schienenmenge zu erreichen Halb so hoch wie Alpine EMU, einzigartig auf der Welt, war der globale Gigant für die Herstellung von Schienenausrüstung geboren.Auf der Exportseite ist der Export von High-End-Ausrüstung ein wichtiger Teil der Strategie, aber auch die Notwendigkeit einer industriellen Modernisierung und das traditionelle Image des produzierenden Chinas sind arbeitsintensive Produkte mit geringer Wertschöpfung. die dringende Notwendigkeit, den internationalen Markt für chinesisches Fertigungswissen zu verändern. Profitieren Sie von der nationalen „Entlang des Weges“ der regionalen Wirtschaftsstrategie und dem Seidenstraßenfonds in Höhe von 40000000000 US-Dollar. Das Exportwachstum für Hochgeschwindigkeitszüge, Kernenergie, Maschinenbau und andere Ausrüstungsprodukte wird voraussichtlich im Jahr 2015 deutlich verbessert und das jährliche Exportwachstum wird sich deutlich verbessern bleiben bei rund 8 %.In den nächsten fünf bis zehn Jahren wird die High-End-Ausrüstungsindustrie in China in eine Phase rasanter Entwicklung eintreten. Analysten gehen davon aus, dass sich das weltweite Fabrikpersonal durch die Verbesserung des wirtschaftlichen Umfelds verbessert, das schnelle Wachstum der chinesischen Ausrüstungsindustrie im Jahr 2015 zur neuen Norm wird, die Nachfrage nach High-End-Ausrüstungsherstellung weiter ansteigt und der jährliche Produktionswert steigt Die Ausrüstungsindustrie in unserem Land hat mehr als 14 US-Dollar, bis 2015 erreichte die High-End-Ausrüstungsindustrie 6 Billionen US-Dollar, was kein Problem darstellt.
MEHR LESEN
Die Laserschneidmaschinenindustrie sollte mit der Entwicklungssituation der kontinuierlichen Anpassung kombiniert werdenIn den letzten Jahren hatte die verarbeitende Industrie Chinas viele Probleme, die den schnellen Fortschritt einschränkten. Die Laserschneidmaschinenindustrie als Teil der Fertigungsindustrie steht ebenfalls vor vielen Problemen, daher muss die Laserschneidmaschinenindustrie mit der aktuellen Entwicklungssituation der chinesischen Fertigungsindustrie kombiniert werden, um sich anzupassen.Die rasante Entwicklung der chinesischen Wirtschaft, durch die Einführung und Nachahmung von Laserschneidmaschinen, um die Schwelle schnell zu senken, den Fortschritt der Lokalisierung von Laserschneidmaschinen zu beschleunigen, private Unternehmen nutzen den Aufstieg, die internationale Marke Air Plant. Mit der Beschleunigung der Transformation und Modernisierung wird das unvermeidliche Auftreten verschiedener Probleme im Unternehmen zu einem Hindernis für die Transformation der Branche.Harter WettbewerbDer Preis einer Laserschneidmaschine wird hauptsächlich durch die Produktionskosten, die Technologie, die Marke und das Marktumfeld bestimmt. Einige Laserausrüstungsunternehmen verfolgen ihre eigenen Geschäftsinteressen und fördern den Produktverkauf auf Kosten des Preiskampfs, was zu Verwirrung auf dem Markt führt. Harter Wettbewerb führt nicht nur zu Unwohlsein bei der Herstellung von Laserschneidmaschinen, so dass viele Geschäftsinteressen beeinträchtigt werden, sondern beeinträchtigt auch die Entwicklung der Branche in gewissem Maße.Der Mangel an zentraler WettbewerbsfähigkeitDer Wettbewerb in der Laserschneidemaschinenindustrie ist eine Arbeit, die sich auf gerechte Weise, die Einhaltung gesetzlicher Vorschriften, die Zusammenarbeit und eine Win-Win-Situation, einschließlich des Wettbewerbs, auswirkt. Der Wettbewerb in der Laserschneidindustrie besteht erstens darin, die Kernwettbewerbsfähigkeit der Unternehmen zu verbessern, und zweitens geht es darum, über ein gutes Marketinginstrument zu verfügen. Der Markt für Laserschneidmaschinen muss gemeinsam geschützt werden. Wir müssen das richtige Wettbewerbskonzept entwickeln, um ein gesundes Wettbewerbsumfeld auf dem Markt zu schaffen, die Entwicklung der Laserindustrie besser zu fördern und den Fortschritt und die Entwicklung der Gesellschaft zu fördern.Heutzutage ist die Laserschneidmaschine immer ausgereifter, zwischen den verschiedenen Marken, Produkten und der Wettbewerbsfähigkeit der Unternehmen gibt es kein einziges Element des Wettbewerbs, neben dem Preis, der Qualität und anderen dominierenden Faktoren sind Dienstleistungen ein wichtiger Aspekt , Wertschöpfung, Kanal, Unternehmensentwicklungsstrategien und implizite Elemente der langfristigen Unternehmens- und Markenentwicklung, nachhaltige Entwicklung des Wettbewerbs.
MEHR LESEN
Das Blech kann vergoldet sein. Das Wort stammt aus dem Englischen „platemetal“ und bedeutet im Allgemeinen, dass ein Blech von Hand gestanzt oder plastisch verformt wird, die gewünschte Form und Größe entsteht und darüber hinaus durch Schweißen oder Bearbeiten kleinerer Teile komplexere Teile geformt werden.Die Hauptprozesse Scheren, Biegen, Biegeumformen, Knickseitenschweißen und Nieten erfordern gewisse Geometriekenntnisse. Blechteile, die dünn sind, werden durch Stanzen, Biegen, Strecken und andere Verfahren zu Teilen verarbeitet. Eine breite Definition ist der Prozess der konstanten Dicke der Teile. Entspricht den Guss-, Schmiede-, Bearbeitungsteilen usw.
MEHR LESEN
Bewertung des Schweißprozesses und des Materialeinsatzes1, Bewertung der verwendeten SchweißmaterialienEntsprechend den Anforderungen der tatsächlichen Arbeitsbedingungen und der Struktur der entsprechenden Technologie werden die erforderlichen Prüfgegenstände vorgeschlagen. Alle Schweißverbindungen halten einer bestimmten Belastung stand (dynamische oder statische Belastung ist geringer, daher werden keine Anforderungen an die Schweißstruktur gestellt, fast alle Tests der mechanischen Eigenschaften werden bei Raumtemperatur durchgeführt und die meisten davon beziehen sich auf die Schweißverbindung und andere auf das Schweißgut.Bei gemeinsamen Arbeiten unter Hoch- oder Tieftemperaturbedingungen ist es notwendig, die entsprechende Temperatur zu testen: z. B. Zeitstandfestigkeitstest, das Material zur Bestimmung der Hochtemperatureigenschaften (Kriechgrenze und Puppe wird zu Dehnung und Kriechgeschwindigkeit, Bruchfestigkeit und Dauerfestigkeit). Dehnungs- und Querschnittsschrumpfungsrate der entsprechenden Temperatur); Der Charpy-V-Kerbschlagversuch zur Bestimmung der Schlagzähigkeit der Verbindung bei niedriger Temperatur und die Schlagzähigkeit des Materials wurden durch den Fallgewichtstest gemessen; die Null-Duktilitätsübergangstemperatur.Unter korrosiven Bedingungen im Medium sollte die Korrosionsbeständigkeitsprüfung auf verschiedene Weise durchgeführt werden (z. B. Beständigkeit gegen allgemeine Korrosion, interkristalline Korrosion, Lochfraßkorrosion, Spaltkorrosionsprüfung). Im Verschleißzustand muss ein entsprechender Verschleißtest durchgeführt werden (z. B. abrasiver Verschleißtest, Verschleißtest, Schlagfestigkeitstest und Verschleißtest). Alterungsversprödung von Materialien, die Verbindung sollte einem thermischen Dehnungsalterungs-Versprödungsempfindlichkeitstest unterzogen werden.2, Bewertung von SchweißmaterialienBezieht sich auf die Bewertung der Schweißverbindungen mit der Tendenz zu Schweißfehlern, um eine angemessene Unterstützung der Schweißverfahrensspezifikation (WPS) zu gewährleisten. Bei Stahl beispielsweise dient die chemische Hauptzusammensetzung von Werkstoffen als Grundlage für die indirekte Beurteilung des „Kohlenstoffäquivalents“ zur Füge- und Rissfestigkeitsprüfung der direkten Prüfmethode.
MEHR LESEN
25 Grundkonzepte der Blechbearbeitung(1): bezieht sich auf die Verwendung einer Drucknietpresse oder einer hydraulischen Presse, bei der die Befestigungsmuttern mit Drucknieten, Drucknietschrauben oder Muttern mit Drucknietsäulenstücken fest mit dem Werkstückprozess verbunden sind.(2): Zuerst wird das Loch im Werkstück genietet, dann wird die Presse oder hydraulische Maschine verwendet, um die Muttern fest mit dem Werkstück zu verbinden.(3): Bezieht sich auf die Verwendung des Prozesses, der dem übergeordneten Zugnieten ähnelt. Ziehen Sie die Mutterpistolen-Nietmuttern (POP)-Verbindung fest an den Werkstückprozess an.(4): Bezieht sich auf den Nietwerkzeugstift, bei dem zwei oder mehr als zwei Werkstücke eng mit dem Ziehvorgang verbunden sind.Mit Nieten vernietet (5): Zwei oder mehr Werkstücke werden im Prozess aneinander gefügt. Beim Senkkopfnieten wird das Werkstück in ein Loch genietet.(6): Bezieht sich auf den Vorgang des Winkelschneidens bei der Winkelresektion mithilfe einer Matrize in einer Presse oder einer hydraulischen Maschine.(7): bezieht sich auf das Werkstück durch den Biegeprozess der Umformmaschine.(8): Bezieht sich auf den Prozess der Formenbildung, der bei gewöhnlichen Stempeln oder anderen Vorrichtungen zur Verformung des Werkstücks verwendet wird.(9) Schneiden: bezieht sich auf das Material durch den Prozess, um eine rechteckige Blechschere zu erhalten.(10): bezieht sich auf das Werkstückmaterial durch den Prozess des LASER-Schneidens und des CNC-Stanzens.(11): bezieht sich auf den Prozess der Stanzformverarbeitung in gewöhnlichen Stanzen oder anderen Geräten, um die Produktform zu erhalten.(12): bezieht sich auf den Prozess des Stanzens eines Werkstücks durch normale Stanz- und Matrizenbearbeitung.(13): bezieht sich auf den Prozess des Stanzens einer konvexen Hülle in der Presse oder hydraulischen Pressform zur Bildung des Torus.(14) Roter Riss: Auch „Rote Brücke“ genannt, bezieht sich auf die Presse oder den hydraulischen Pressstempel für den Formungsprozess der gleichen Form wie die Brücke.(15) Ziehloch: Auch „Kante“ genannt, bezieht sich auf die Verwendung einer Form in einem gewöhnlichen Stempel oder einer anderen Ausrüstung für den Umformprozess des Werkstücklochkantendrehens. Verfahren.(16): bezieht sich auf den Prozess des Gewindeschneidens von Innengewinden am Werkstück.(17) Nivellierung: Bezieht sich auf das Werkstück, das Werkstück ist nicht flach, glatter Prozess mit anderen Geräten.(18) Zurück zu den Zähnen: Bezieht sich auf den Prozess des Werkstücks mit Zähnen im Vorfeld der Reparatur des zweiten Gewindes.(19): bezieht sich auf den Vorgang des Bohrens von Löchern auf dem Bohrer einer Bohr- oder Fräsmaschine.(20): bezieht sich auf die Verwendung einer Form-, Fasen- oder Schleifmaschine an der Schwelle des Werkstückbearbeitungsprozesses.(21): bezieht sich auf den Prozess der Entwicklung eines Stempels aus Wörtern, Symbolen oder anderen auf dem Werkstück eingeprägten Elementen.(22): Bezieht sich auf ein ähnliches Verbindungsloch einer Senkkopfschraube mit einer Klasse und auf den Bearbeitungsprozess mit konischem Loch am Werkstück.(23): bezieht sich auf den Prozess der Filmbildung beim Übergang einer bestimmten Form.(24) Rotes Netz: Bezieht sich auf den gewöhnlichen Stempel oder die Matrize auf dem Werkstück der CNC-Stanzpresse aus dem Lochnetz.(25): bezieht sich auf die Verwendung des Reibbohrers oder Fräsers, um das Werkstück Loch für Loch zu bearbeiten.
MEHR LESEN
Liebe Leute, Du bist reizend. Egal in welcher Position man sich befindet, es ist außergewöhnlich. Jeder von Ihnen ist außergewöhnlich, ein Held, der für die Blechindustrie des Unternehmens kämpft, und eine Quelle des Stolzes für das Unternehmen. Egal wie beschäftigt, die Lebensqualität ist immer noch wichtig; Egal wie müde Sie sind, Sie müssen immer noch etwas Freizeit finden, um Ihre körperlichen und geistigen Bedürfnisse zu befriedigen. Der 1. Mai steht bald vor der Tür, lasst uns diese gute Gelegenheit nutzen, unseren Körper und Geist entspannen und uns selbst anfeuern! Schönen Maifeiertag! Maifeiertag: 1. Mai 2024 bis 5. Mai 2024 Zhangzhou Taichengda Metal Products Co., Ltd 29.04.2024
MEHR LESEN






 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt